
부품의 투영 면적이 사출 성형기의 최대 허용치를 초과할 경우, 노즐이 전체 표면을 충분히 덮지 못하여 부품에 플래시가 발생할 수 있습니다.
금형이 잘못 설치되거나 한쪽 방향으로 불균등한 힘이 가해지면 고르게 고정되지 않아 부품 표면에 플래시가 발생할 수 있습니다.
사출기의 플래튼이 평행하지 않거나 타이 로드가 고르지 않게 변형되면 금형이 제대로 고정되지 않아 플래시가 발생할 수 있습니다.
금형의 평행도가 불량하거나 금형 가장자리가 막히면 용융된 플라스틱이 캐비티를 고르게 채우지 못하여 부품 표면에 플래시가 발생할 수 있습니다.
금형 분할선이 제대로 밀봉되지 않거나, 캐비티와 코어가 정렬되지 않거나, 슬라이딩 부품에 과도한 간극이 있는 경우, 용융된 플라스틱이 캐비티에서 새어 나와 부품에 플래시가 발생할 수 있습니다.
플라스틱의 유동성이 지나치게 높고 공급량이 과도할 경우, 용융된 재료가 금형 캐비티를 채우는 동안 넘쳐흘러 부품 표면에 플래시가 발생할 수 있습니다.
캐비티 용융 온도 또는 금형 온도가 너무 높으면 플라스틱의 점도가 감소하고 유동성이 증가하여 플래시가 발생할 수 있습니다.
사출 압력이 너무 높거나 사출 속도가 너무 빠르면 캐비티를 채우는 동안 과도한 압력으로 인해 플라스틱이 넘쳐흘러 부품 표면에 플래시가 발생할 수 있습니다.
클램핑력이 일정하지 않거나 고르지 않으면 사출 과정에서 금형이 약간 움직여 부품 표면에 플래시가 발생할 수 있습니다.
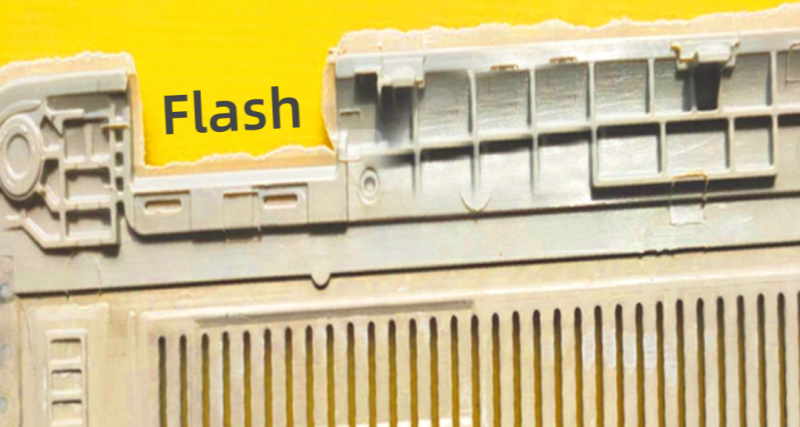
다음은 PEEK 사출 성형에서 플래시가 발생하는 일반적인 원인입니다. 작업자는 생산 과정에서 이러한 요인들을 주의 깊게 모니터링하고 해결하여 플래시 발생을 방지하고 성형품의 품질과 외관을 개선해야 합니다.
우리를 따르라. :





-- 최신 토픽으로 업데이트 받기

 이메일
이메일 한국의
한국의 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 中文
中文